

汽車天線PCB為什么會翹曲?PCB翹曲還有救嗎?(下)
五、汽車天線PCB翹曲怎么改善?
1、PCB設(shè)計時的注意事項
1)板內(nèi)鋪銅,增加版面張力。
當(dāng)板長80mm以上無銅,板厚小于1.0mm時,會導(dǎo)致板翹。

銅前
如果板子不能壓合,又不能加厚,就采用重壓翹板。

鍍銅后
2)鏤空區(qū)域覆銅,加上工藝
當(dāng)板子空心位置太多,板子太大時,回流焊后容易彎曲。
在PCB的制造過程中,所有介電層之間分布均勻。然而,正是銅層分布不均勻?qū)е翽CB翹曲發(fā)生。為防止翹曲,設(shè)計工程師必須平衡電路板每一層上的銅圖案與電路面積。設(shè)計工程師還必須平衡元件布局、裝配分布和熱分布以減少翹曲。

鏤空區(qū)域覆銅,加上工藝
例如,如果最外面的頂面有一個大的銅表面,而最外面的底面只有很少的銅跡線,那么PCB在蝕刻后將有更大的翹曲趨勢。設(shè)計工程師必須確保兩個外層的線圖案面積盡可能匹配。如果兩側(cè)的銅面積差異很大,則設(shè)計人員最好在薄側(cè)添加一個單獨的銅網(wǎng)格以平衡兩者。
鍍銅前
建議:在鏤空區(qū)域鍍銅,減少板子翹曲;另外,如果板子內(nèi)部不影響功能,也要鋪銅;最后一個建議是加工藝邊,邊工藝邊鋪銅。

鍍銅后
3)芯板與PP板為同一品牌
多層板的芯板和PP板必須是同一品牌,否則板子會翹曲。
比如6層板的pp片材不對稱:2-3芯板的pp片材薄,4-5芯板的pp片材厚,這樣一壓就翹了被壓了出來。因此,芯板和PP片材必須是同一品牌,以保證厚度一致,保證多層板PP片材的對稱性。
4)層預(yù)浸料的排列保持對稱
制造商必須確保層間預(yù)浸料的排列保持對稱。例如,對于六層板,1-2層和5-6層之間的厚度最好相同,包括預(yù)浸料片的數(shù)量。這將防止層壓后翹曲。
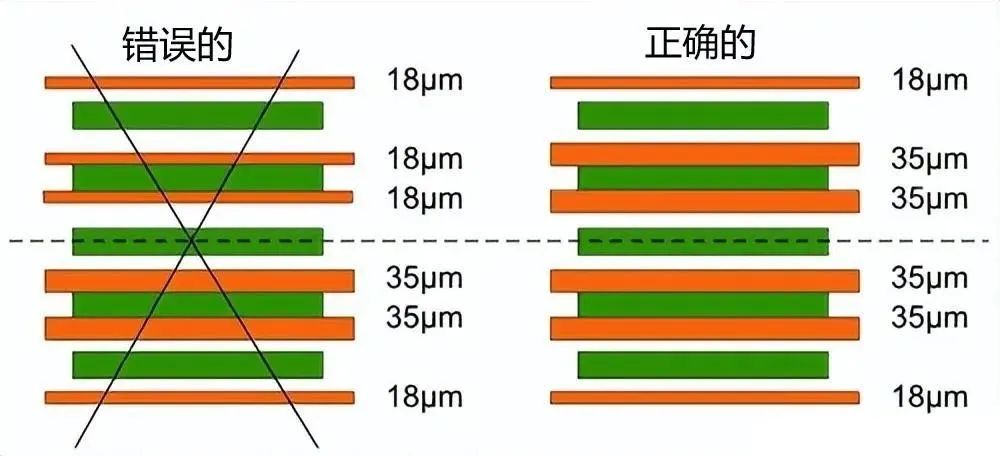
層預(yù)浸料的排列保持對稱
2、PCB加工過程中的注意事項
1)切割前的PCB
覆銅板切割前對PCB進行烘烤(150℃,時間8±2小時)的目的是為了去除板子中的水分,同時使板子中的樹脂完全固化,進一步消除電路板中的剩余應(yīng)力,這對于防止電路板翹曲很有用。
目前,很多雙面、多層板仍堅持下料前或下料后的烘烤步驟。但是,有些板廠也有例外。目前PCB廠的烘干時間也不一致,4-10小時不等。建議根據(jù)生產(chǎn)的印制板等級和客戶對翹曲的要求來決定。
整塊烤好后切割成拼圖或下料后再烤,兩種方法都是可行的。建議切割后烤板,內(nèi)板也應(yīng)該烤。
2)預(yù)浸料的經(jīng)緯度
預(yù)浸料貼合后,經(jīng)緯向收縮率不同,落料和貼合時必須區(qū)分經(jīng)緯向,否則容易造成成品板貼合后翹曲,即使對烤板施加壓力也難以矯正。
造成多層板翹曲的原因很多是由于層壓時預(yù)浸料在經(jīng)緯方向上沒有區(qū)分,隨意堆放。
如何區(qū)分經(jīng)緯度?軋制預(yù)浸料的軋制方向為經(jīng)向,寬度方向為緯向;對于銅箔板,長邊為緯向,短邊為經(jīng)向。如果你不確定,可以向制造商或供應(yīng)商查詢。
3)貼合后應(yīng)力消除
多層板經(jīng)過熱壓和冷壓后,取出、切割或銑掉毛刺,然后平放在150℃的烤箱中4小時,逐漸釋放板內(nèi)應(yīng)力并使樹脂完全固化,這一步不能省略。
4)薄板在電鍍時需要矯直
0.4~0.6mm超薄多層板用于表面電鍍和圖案電鍍時,應(yīng)制作專用夾輥。在自動電鍍線上將薄板夾在夾輥上后,用圓棒夾住整個夾輥。將滾輪串在一起,將滾輪上的所有板材拉直,使電鍍后的板材不會變形。
沒有這個措施,電鍍20到30um的銅層后,板材會彎曲,很難補救。
5)熱風(fēng)整平后板子的冷卻
PCB用熱風(fēng)整平時,會受到焊錫槽的高溫(約250℃)的影響。取出后應(yīng)放在平整的大理石或鋼板上自然冷卻,然后送至后處理機進行清洗,這有利于防止電路板翹曲。
有的工廠為了提高鉛錫面的亮度,熱風(fēng)整平后立即將板子放入冷水中,幾秒鐘后取出進行后處理。這種冷熱沖擊可能會導(dǎo)致某些類型的電路板翹曲。扭曲、分層或起泡。
此外,可在設(shè)備上安裝氣浮床進行冷卻。
六、PCB翹曲修復(fù)方法
1、PCB工序中PCB翹曲修復(fù)
在PCB工序中,翹曲比較大的板材通過輥式整平機挑出整平,然后進入下一道工序。許多PCB制造商認為這種做法對于降低PCB成品板的翹曲率是有效的。
2、PCB成品板翹曲修復(fù)
對于成品,翹曲明顯超差,不能用輥式整平機整平。一些PCB廠將其放入小型壓力機(或類似夾具)中以壓制翹曲的PCB板,停留幾個小時到十個小時進行冷壓整平,從實際應(yīng)用來看,這種做法的效果并不是很明顯。一是整平效果不大,二是壓平后的板子容易回彈(即翹曲恢復(fù))。
有的PCB廠會把小壓機加熱到一定溫度,再對壓平的PCB板進行熱壓,效果會比冷壓好,但壓力過大會導(dǎo)致線材變形;如果溫度過高會產(chǎn)生松香變色及其變色等缺陷。而且,無論是冷壓整平還是熱壓整平,都需要很長時間(幾個小時到十幾個小時)才能看到效果,壓平后的PCB板翹曲反彈比例也很高。
這里推薦了弓形模具的熱沖壓壓平方法。根據(jù)要平整的PCB面積,使用簡單的弓形模具(見圖1)。這里,提出了兩種類型的調(diào)平操作。

1)將翹曲的PCB板夾入弓形模具,放入烤箱烘烤整平方法:
翹曲的PCB板彎曲面對模具的曲面,調(diào)整夾具螺絲使PCB板向反方向變形翹曲,然后將帶有PCB板的模具放入烤箱中加熱到一定溫度進行烘烤,烤一會兒。在加熱條件下,基板應(yīng)力逐漸松弛,變形的PCB板恢復(fù)到平整狀態(tài)。但烘烤溫度不宜過高,以免松香變色或基材變黃。但溫度不宜過低,在較低溫度下完全松弛應(yīng)力需要較長時間。
一般可以將基材的玻璃化轉(zhuǎn)變溫度作為烘烤的參考溫度,玻璃化轉(zhuǎn)變溫度是樹脂的相變點,在此溫度下聚合物鏈段可以重新排列,使基材應(yīng)力充分松弛。
因為平整效果很明顯,用弓形模具壓扁的好處是投資很小。烤箱都可以在PCB工廠獲得。調(diào)平操作非常簡單。如果翹板數(shù)量比較多,做幾個弓形模具就夠了。你可以將它們放入烤箱一次。模具少,干燥時間比較短(幾十分鐘左右),所以整平工作效率比較高。
2)將PCB板軟化后夾入弓形模具壓平方法:
對于翹曲變形比較小的PCB板,可以將待整平的PCB板放入已經(jīng)加熱到一定溫度的烘箱中(即溫度設(shè)定可參照基材的玻璃化轉(zhuǎn)變溫度確定,基材在烘箱中烘烤一定時間,觀察軟化情況確定。一般玻璃纖維布基材的烘烤溫度較高,紙基板的烘烤溫度可以低一些;厚板的烘烤溫度可以略高一些,薄板的烘烤溫度可以略低一些。
噴過松香的PCB板,烘烤溫度不宜過高。烘烤一定時間,然后取幾張到十幾張,夾入弓形模具,調(diào)整壓力螺絲,并使PCB板輕微翹曲,反方向變形。板子冷卻定型后,即可卸模,取出壓平的PCB板。
弓模壓平后PCB板翹曲低;即使經(jīng)過波峰焊后也基本可以保持平整狀態(tài);對PCB板外觀顏色的影響也很小。
PCB板翹曲是PCB制造商頭疼的問題。它不僅降低了產(chǎn)量,而且影響了交貨時間。如果采用弧形模具進行熱整平,且整平工藝合理合適,可以將翹曲的PCB板整平,解決交貨期問題。
以上就是關(guān)于PCB翹曲、PCB翹曲原因及解決方法的簡單介紹,希望能夠?qū)Υ蠹矣杏茫瑲g迎大家多多指教。
ps:部分圖片來源于網(wǎng)絡(luò),如有侵權(quán),請聯(lián)系我們刪除


軟硬結(jié)合板")
電腦PCB")
合板")






最新產(chǎn)品
通訊手機HDI
-

-
型號:GHS08K03479A0
階數(shù):8層二階
板材:EM825
板厚:0.8mm
尺寸:144.08mm*101mm
最小線寬:0.075mm
最小線距:0.075mm
最小孔徑:0.1mm
表面處理:沉金+OSP
通訊手機HDI
-

-
型號:GHS06C03294A0
階數(shù):6層二階
板材:EM825
板厚:1.0mm
尺寸:92mm*118mm
最小線寬:0.075mm
最小線距:0.075mm
最小孔徑:0.1mm
表面處理:沉金
通訊模塊HDI
-

-
型號:GHS04K03404A0
階數(shù):4層一階+半孔
板材:EM825
板厚:0.6mm
尺寸:94.00*59.59mm
最小線寬:0.076mm
最小線距:0.076mm
最小孔徑:0.1mm
表面處理:沉金+OSP
5G模塊PCB
-

-
型號:HS10K21632A0
層數(shù):10層
板材:生益 S1000-2
板厚:1.6+/-0.16mm
最小孔徑:0.102mm
最小線寬:0.102mm
表面處理:沉鎳金+OSP
P1.5顯示屏HDI
-

-
型號:GHS04C03605A0
層數(shù):4層一階
所用板材:EM825
板厚:1.6mm
尺寸:24mm*116mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小線寬:0.13mm
最小線距:0.097mm
表面處理:沉金
外形公差:+0.05/-0.15mm(板內(nèi)無定位孔)
特殊要求:燈窩間距:P1.5
P2.571顯示屏HDI
-

-
型號:GHS04C03429A0
階層:4層一階
板材:EM825
板厚:1.6mm
尺寸:215.85mm*287.85mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小線寬:0.152mm
最小線距:0.152mm
表面處理:沉金
外形公差:+/-0.15mm(板內(nèi)無定位孔)
特殊要求:控深鉆帽子電鍍間距:P2.571
P1.9顯示屏HDI
-

-
型號:GHM08C03113A0
階層:8層一階
板材:EM825
板厚:1.6mm
尺寸:239.9mm*239.9mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小線寬:0.127mm
最小線距:0.127mm
表面處理:沉金
外形公差:+0.05/-0.15mm(板內(nèi)無定位孔)
特殊要求:控深鉆間距:P1.9
P1.923顯示屏HDI
-

-
型號:GHM06C03444A0
階層:6層二階
板材:EM825
板厚:2.0mm
尺寸:199.85mm*299.85mm
最小盲孔:0.1mm
最小埋孔:0.2mm
最小線寬:0.127mm
最小線距:0.127mm
表面處理:沉金
外形公差:+0.15/-0.05mm(板內(nèi)無定位孔)
特殊要求:控深鉆間距:P1.923
同類文章排行
- 2017年度中國電子電路板PCB百強企業(yè)排行榜
- 2017全球PCB制造企業(yè)百強排行榜
- 2014年線路板廠綜合排名——你必須知道!
- 世界頂級電路板廠商排行榜
- HDI廠之2015全球百大PCB企業(yè)榜單出爐,中國大陸PCB企業(yè)占34家!
- HDI PCB的應(yīng)用及其優(yōu)勢
- 看4G與5G基站電路板需求對比
- 實拍贛州深聯(lián)線路板廠生產(chǎn)車間,PCB全流程驚艷你的視野
- 2018年電路板行業(yè)原材料漲價潮又要開始了
- 電路板廠教你快速識別PCB綠色產(chǎn)品標識
最新資訊文章
- HDI 板行業(yè)趨勢洞察:未來之路在何方?
- 一個卓越的電路板廠需要具備哪些關(guān)鍵條件?
- PCB 廠憑啥能成為電子產(chǎn)業(yè)的 “幕后英雄” ?
- 未來 PCB 將迎來哪些顛覆性突破?
- 綠色環(huán)保趨勢下,汽車軟硬結(jié)合板材料如何革新?
- PCB 行業(yè)未來十年,將迎來哪些顛覆性變革?
- 智能化浪潮下,汽車軟硬結(jié)合板如何賦能智能駕駛?
- 未來電路板會在物聯(lián)網(wǎng)應(yīng)用中有何新突破?
- 軟硬結(jié)合板憑什么在汽車電子中備受青睞?
- 手機無線充線路板的未來發(fā)展方向在哪?
電路有限公司")
共-條評論【我要評論】